
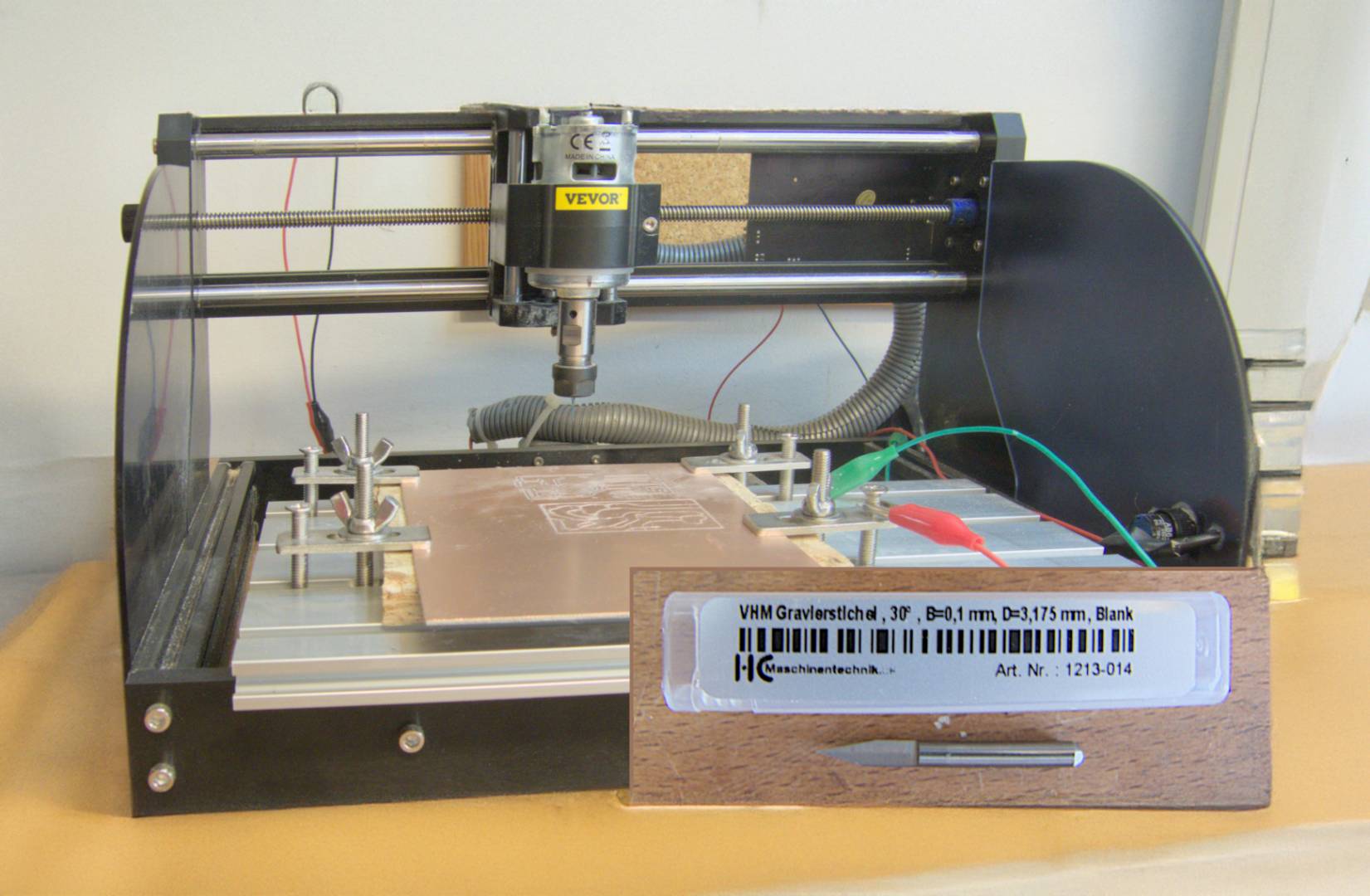
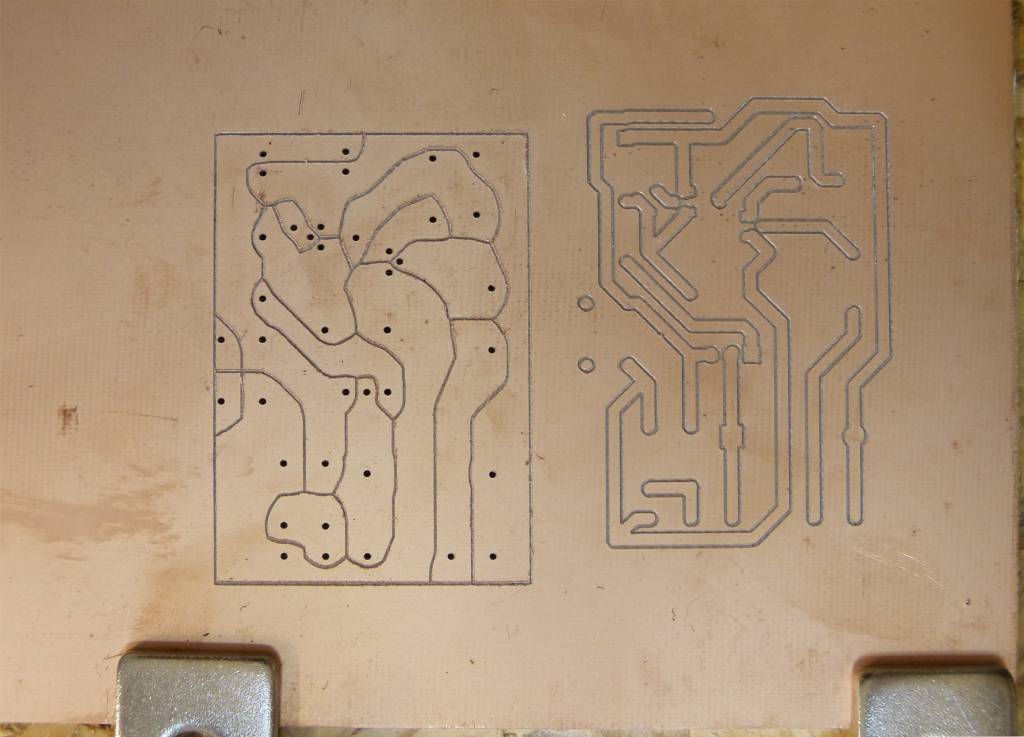
Schaltungen auf Lochrasterplatinen aufzubauen ist mühsam und fehlerträchtig. Für Schaltungen ohne ICs (Integrierte Schaltungen) mit eng gerasterten Pins bietet sich als Alternative das deutlich schnellere und einfachere Isolationsfräsen an: Schon eine preisgünstige Fräs- oder Graviermaschine (Abbildung 1) ist dazu geeignet, die Leiterbahnen aus Platinen mit einseitiger durchgängiger Kupferschicht herauszuschneiden (Abbildung 2).
Blaupause
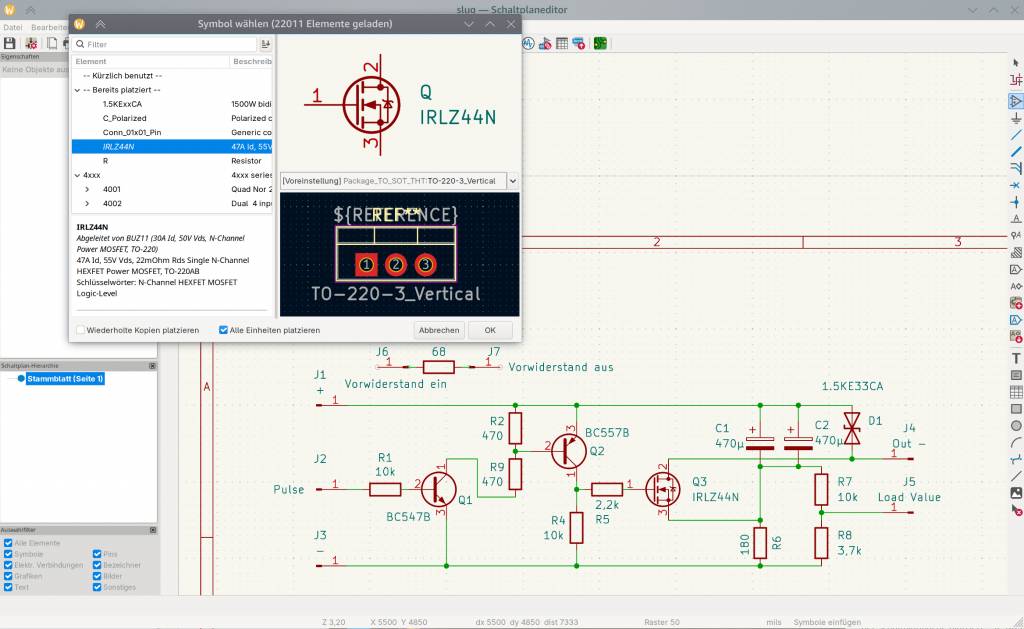
Der erste Arbeitsschritt besteht darin, das Platinenlayout zu erstellen. Das freie Programm Kicad (https://www.kicad.org) erledigt diese Aufgabe für den Hobbybereich mehr als zufriedenstellend. Das Programm startet mit einem Übersichtsfenster, das Symbole für alle Untermodule enthält. Nach Anlegen eines neuen Projekts ist zunächst im „Schaltplaneditor“ ein Diagramm der gewünschten Schaltung zu entwerfen.
Dabei sind im Wesentlichen zwei Arbeitsschritte relevant: Die Taste A öffnet den „Symbol wählen“-Suchdialog. Ist das entsprechende Paket installiert („kicad-library“ oder ähnlich), stehen hier rund 22 000 Bauteile zur Auswahl per Suchfeld zur Verfügung (Abbildung 3). W wie Wire zeichnet Leiterbahnen.
Nach Auswahl eines konkreten Bauteils zeigt die rechte Hälfte des „Symbol wählen“-Dialogfelds oben das Schaltsymbol und unten den sogenannten Footprint, die Form des Bauteils auf der Platine. Bei manchen Komponenten, etwa den per Suchtext „R“ aufzufindenden Widerständen, ist der Footprint zuerst manuell im Drop-down über der Footprint-Vorschau zu wählen. Sperrige Bezeichnungen wie „Package_TO_SOT_THT:TO-18-3“ schrecken Neulinge zuerst ab, doch die Bestandteile „THT“ für „Through Hole Technology“ im Gegensatz zu „SMD“ sowie „TO-18“ mit drei Anschlüssen sind auf den zweiten Blick leicht zu erkennen.
„OK“ schließt den Auswahldialog, das Bauteilsymbol bewegt sich jetzt mit dem Cursor, bis es ein Klick auf der Schaltplanfläche platziert. „R“ dreht es vorher bei Bedarf. Die Escape-Taste schaltet aus dem Bauteile-Einfügemodus in den Auswahlmodus zurück. Hier lassen sich Komponenten per Klick markieren und dann verschieben, drehen oder löschen. Die Taste E editiert ein markiertes Bauteil, zum Beispiel um einem Widerstand einen „Wert“ zuzuweisen.
Die Taste W schaltet in den Entwurfsmodus für Leiterbahnen. Diese docken beim Zeichnen an den Anschlüssen der Bauteile an. Weitere Schaltplanelemente wie Spannungsbezeichnungen, Beschriftungstext oder Rechtecke zur Hervorhebung sind im Menü hinzufügen wählbar.
Ist der Schaltplan fertig , dann folgt der Arbeitsschritt der Annotation (Werkzeuge –› Schaltplan annotieren). Dieser Schritt nummeriert die Bauteile von links nach rechts durch, sprich er ersetzt „R?“ durch „R1“, „R2“ und so weiter. Eine abgeschlossene Annotation ist Voraussetzung für die weiteren Arbeitsschritte.
In Kupfer gießen
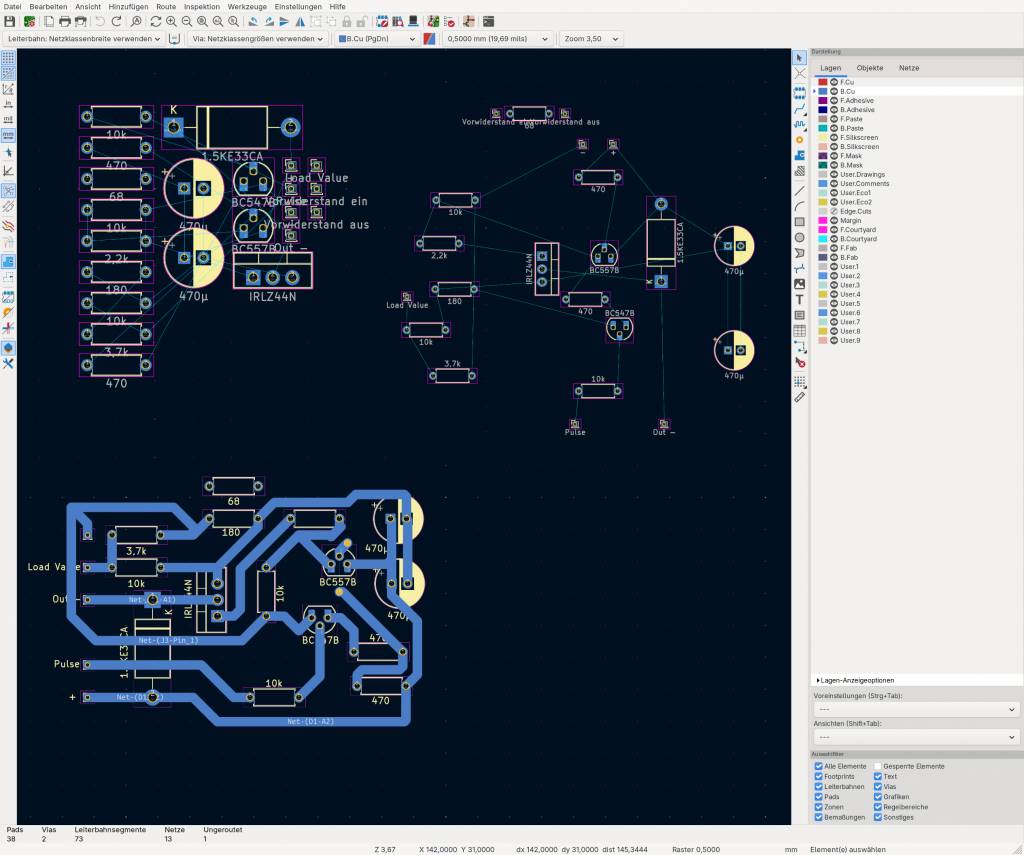
Jetzt wird es Zeit, mit dem letzten Button in der oberen Leiste, einem grünen Platinensymbol, den Platinen-Editor zu öffnen. Die zuerst leere schwarze Platinenfläche übernimmt per F8-Taste die Bauteile aus dem Schaltplan (Abbildung 4).
Als Nächstes sind die Bauteile so zu verschieben, dass sie sich gemäß Schaltplan durch Kupferleiterbahnen verbinden lassen. Bauteile lassen sich durch einen Klick in ihr Zentrum auswählen. Ein Klick auf einen beschreibenden Text aktiviert dagegen lediglich dieses Unterelement, das sich dann unabhängig vom restlichen Bauteil verschieben lässt. Nach Drücken von M bewegen die Pfeiltasten die Komponenten, was oft besser von der Hand geht als das Anordnen per Maus. R rotiert die Bauteile wie schon im Schaltplan-Editor.
Sind die Bauteile platziert, eher zu weit auseinander als zu dicht, dann ist es Zeit, die blauen, elektrische Verbindungen symbolisierenden Hilfslinien durch Kupferleiterbahnen zu ersetzen. Vorher ist im Unterfenster links die Ebene „B.Cu“ (Kupferschicht Rückseite) zu aktivieren, denn um diese geht es bei einer einseitig verkupferten Platine. Außerdem ist noch die Leiterbahnbreite zu wählen: Die voreingestellten 0,5 Millimeter lassen sich mit einer nichtprofessionellen Fräse nicht umsetzen.
Dazu dient das Drop-down links oberhalb der Platine mit dem voreingestellten Wert, „Leiterbahn: Netzklassengröße verwenden“. Seine Option „Definierte Größen bearbeiten“ öffnet den Dialog „Platinenkonfiguration“. Hier ist mit Hilfe des „Plus“-Buttons in der Spalte „Leiterbahnen“ ein Eintrag für eine „Breite“ von 1,5 Millimeter zu erstellen und danach im genannten Drop-down auszuwählen. Die X-Taste schaltet jetzt in den Leiterbahnen-Zeichnen-Modus (Abbildung 4, unten).
Durch Bewegen der Maus ohne Klick sucht sich die Leiterbahn den kürzesten Weg und spart vorhandene Elemente aus. Ein Mausklick legt den Leiterbahnverlauf dagegen manuell fest. Ein Klick auf den Anschluss eines Bauteils oder eine bestehende Leiterbahn schließt das Zeichnen der aktiven Leitung ab. Solange der Leiterbahn-Zeichnen-Modus aktiv ist, setzt ein weiterer Klick auf einen Bauteilanschluss den Startpunkt für die nächste Kupferbahn.
So lassen sich, angelehnt an die in „Luftlinie“ verlaufenden Hilfslinien, alle elektrischen Verbindungen aus dem Schaltplan in Kupfer gießen. Kicad weigert sich, Verbindungen zwischen Anschlüssen herzustellen, die im Schaltplan nicht vorgesehen sind. Die Elemente sind also zuverlässig gemäß Schaltplan verdrahtet, sobald keine Hilfslinien mehr eine noch fehlende Verbindung anzeigen.
Zurechtbiegen
Vermutlich verlaufen die Leiterbahnen anfangs nicht optimal, die Bauteile könnten näher zusammenrücken, um keinen Platz auf der Platine zu verschwenden. Drücken von G nach Auswahl eines Elements aktiviert den „Grab“-Modus, in dem Kicad Bauteile verschiebt und angeschlossene Leiterbahnen neu routet. Ein Klick oder die Eingabetaste verankert die Elemente an der neuen Position. Markierte Leiterbahnteilstücke lassen sich ebenso verschieben.
Nicht immer gelingt es, auf einer einseitigen Platine alle nötigen Verbindungen ohne Überkreuzung auszuführen. Auch wenn es prinzipiell möglich ist, eine zweilagige Platine zu fräsen, ist es in der Praxis einfacher, so genannte „Vias“ oder Durchkontaktungen einzusetzen und diese auf der Vorderseite mit Draht zu verbinden.
Das Werkzeug dafür ist im Menü „Hinzufügen“ zu finden („Via platzieren“). Wie bei den Leiterbahnen ist die Größe der Durchkontaktungspads anzupassen, diesmal per Drop-down „Vias“ rechts neben dem für die Leiterbahnbreite. Passende Werte für die Größe sind 1,5 Millimeter, entsprechend der Leiterbahnbreite, und 0,75 Millimeter Lochdurchmesser.
Zwei Klicks auf die wegen einer kreuzenden Leitung getrennten Enden einer Leiterbahn setzen ein Via, also Lötpads für eine Drahtbrücke. Die in Kicad dort verbleibende Hilfslinie ist dann in der Realität durch eine Drahtverbindung zu ersetzen.
Sind die Leiterbahnen optimal platziert, dann wird es Zeit für den Export in das GBRL-Datenformat, wie es auch bei der Auftragsfertigung von Platinen zum Einsatz kommt. „Datei –› Fertigungsdaten –› Gerberdateien“ öffnet den entsprechenden Dialog. In der „Lagenauswahl“ links sollte dabei nur die für das Fräsen relevante Lage „B.Cu“ aktiv sein.
Der Button „Bohrdatei erzeugen“ im „Plotten“-Dialog öffnet das gleichnamige Dialogfeld. Wie schon bei den Gerberdateien sind Standardeinstellungen passend für den nächsten Arbeitsschritt, die Verarbeitung mit dem Tool Pcb2Code (https://github.com/pcb2gcode/pcb2gcode). Dieses rechnet die Formen der Leiterbahnen in Kopfbewegungen der Fräse um, die die Leiter aus der soliden Kupferschicht herausschälen („isolieren“) (Abbildung 2). Das Format dieser Steuerdateien heißt G-Code.
Maschinencode
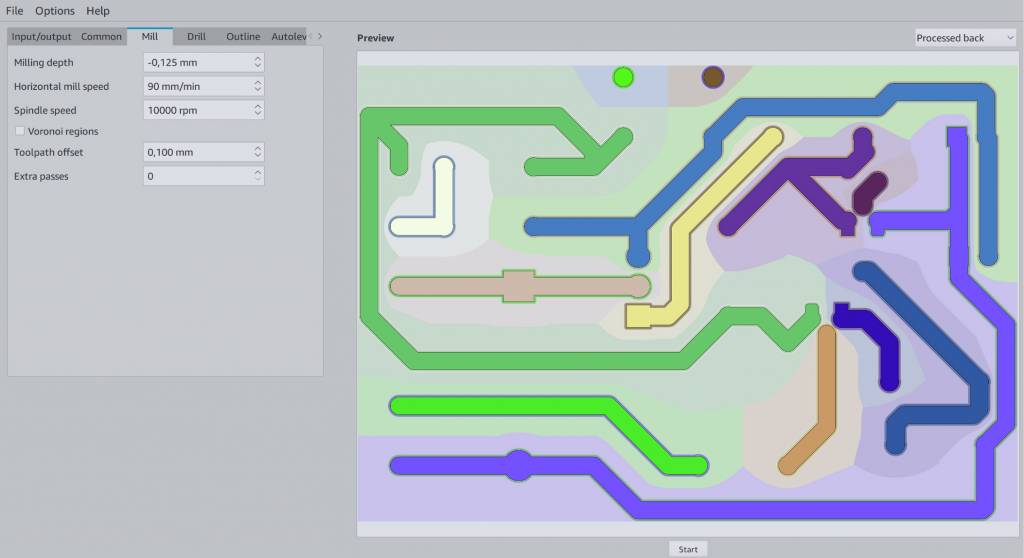
Pcb2gcodeGUI (Abbildung 5) (https://github.com/pcb2gcode/pcb2gcodeGUI) verteilt die Einstellungen auf sechs Tabs. Im ersten („Common“) genügen die Standardeinstellungen. Anzupassen sind dagegen die die Parameter im Reiter „Mill“ (Fräsen), „Drill“ (Bohren) und „Outline“ (Isolationsrille für die Leiterbahnen). Abbildung 6 zeigt Werte, die sich in Praxis beim Einsatz eines für die Platinengravur am besten geeigneten Schildgravurfräskopfs (Abbildung 1) bewährt haben.
Der sich ergebende Frässpalt fällt bei diesen Einstellungen eher breiter aus, als es für eine elektrische Abtrennung der Leiterbahnen nötig wäre (Abbildung 2). Doch je dünner der Spalt, desto schneller fließt das Lötzinn über diesen hinaus. Abhilfe kann die Option „Voronoi-Regionen“ im Reiter „Mill“ schaffen, die die Leiterbahnen so ausweitet, dass zwischen ihnen keine Kupferreste mehr stehen bleiben (Abbildung 2, links).
Im Reiter „Bohren“ sorgt das Kontrollkästchen „Use a single drill bit size“ dafür, das Pcb2Code alle Bohrungen, egal welcher Durchmesser im Kicad-Footprint vorgesehen ist, ohne Werkzeugwechsel mit einem Bohrer, zum Beispiel der Stärke 0,5 Millimeter, durchführt. Passen die Beinchen einzelner Bauteile wie zum Beispiel eines Leistungs-FETs nicht durch die Bohrungen, dann ist es das Einfachste, diese per Hand mit einem dickeren Bohrer zu erweitern.

Ab in den Keller
Jetzt folgt der Wechsel vom PC in den Hobbykeller, um den lange vorbereiteten Fräsvorgang endlich auszuführen. Auf einem mit der Fräse per USB-Kabel verbundenen Rechner ist ein Programm zur Steuerung der Fräse zu installieren. Erste Wahl hierfür ist das optisch zwar archaische, funktionell aber hervorragende Bcnc (https://github.com/vlachoudis/bCNC). Alternativ eignet sich auch Candle2 (https://github.com/Schildkroet/Candle2). In Bcnc sollte im Drop-down „Port“ im Reiter „File“ nach Anschluss der Fräse „/dev/ttyUSB0“ als Option zur Wahl stehen: Preisgünstige Geräte setzten gewöhnlich auf eine GRBL-Firmware und eine über USB getunnelte serielle Verbindung, die Linux out of the box unterstützt.
Unabdingbarer erster Arbeitsschritt ist dabei eine Höhenabtastung der auf dem Fräsbett eingespannten Platine: Auf einer untergelegten Holzplatte, die verhindert, dass das Bohren Fräsbett beschädigt, lässt sich eine Platine nicht so gerade platzieren, dass der Isolationsspalt über die gesamte Platinenfläche gleich tief und breit ausfällt.
Zuerst ist in Bcnc die von Pcb2Code erzeugte Datei „back.ngc“ zu öffnen. In dieser Datei erscheint die Platine von oben her betrachtet, beim Fräsen liegt diese Unterseite aber oben. Daher ist zunächst der Reiter „Editor“ zu öffnen, wo der Button „Horizontal“ die Leiterbahnen spiegelt. Jetzt ist der Fräskopf manuell an den links unten liegenden Koordinatennullpunkt zu drehen, sicherheitshalber ein paar Millimeter tiefer. Befindet sich Mauszeiger in Bcnc am oberen Rand der Platine, dann lässt sich aus dem in der Statuszeile angezeigten Y-Wert die Höhe der Platine ermitteln.
Zum Glück ist die Oberfläche der zu fräsenden Platine elektrisch leitfähig. Es genügt daher zum Abtasten der Platinenoberfläche, die beiden bei den vorgestellten Fräsmaschinen vom Typ CNC 3018 in Lieferzustand nicht angeschlossenen „Probe“-Anschlüsse per Krokodilklemme mit der Platinenoberfläche und dem Fräskopf zu verbinden.
Dreht man den Fräskopf manuell vorsichtig bis zu einer Berührung mit der Platine herunter, dann wechselt der „Status“-Text in Bcnc von „Idle“ nach „Idle [P]“, wenn die Probeverbindung funktioniert. Dies ist wichtig, denn bei fehlender Probe-Rückmeldung würde das gleich durchgeführte Absenken des Kopfs zum genauen Ermitteln der Platinenlage die Platine durchbrechen und sie zerstören. Um Bruch bei den Fräsköpfen oder Platinen zu vermeiden, darf man die Nullpunktkalibrierung vor den Starten des Fräsvorgangs niemals vergessen, denn die Fräße besitzt keine Sensoren für die Kopfposition.
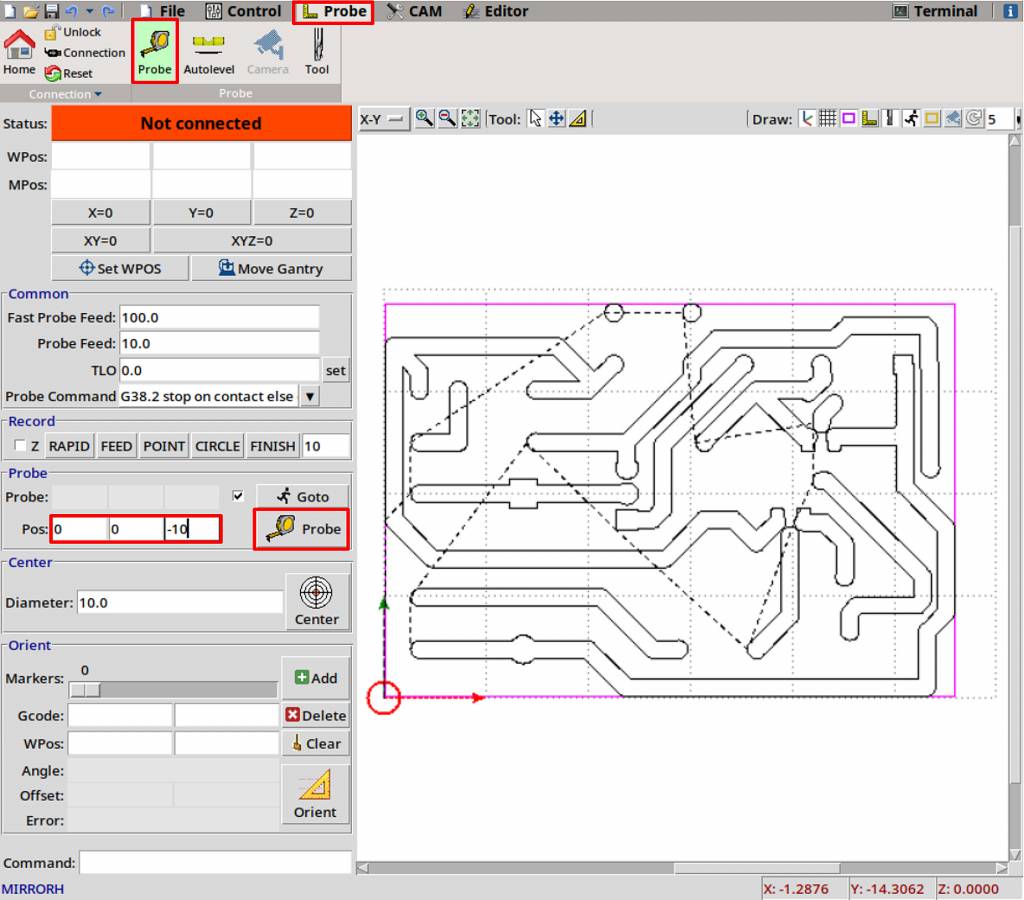
Damit für den Kopf beim Abtasten etwas Vorlauf bleibt, wird er zunächst wieder etwa einen Millimeter noch oben gedreht. Ein Klick im linken Unterfenster von Bcnc auf den Button „ZYX=0“ definiert diese für den Fräskopf noch sichere Position als vorläufigen Koordinatennullpunkt. Die Funktion „Probe“ setzt den Z-Nullpunkt schließlich exakt auf die Höhe, bei der Strom in der die Platine gerade berührenden Probe zu fließen beginnt. Zu beachten ist, dass vorher für „Pos“ ein Wert wie „0,0,-10“ eingegeben wurde, der dafür sorgt, dass das Abtasten am X/Y-Nullpunkt bis zur Tiefe von maximal –10 Millimetern stattfindet.
Auf Linie gebracht
Nun kann die „Autolevel“-Funktion im Reiter „Autolevel“ (übergeordneter Reiter weiterhin „Probe“) zum Abtasten nicht nur am Nullpunkt, sondern über die ganze Platinenfläche starten: Zuerst übernimmt der Button „Margins“ im rechten Bereich der oberen Symbolleiste die Ränder der geladenen G-Code-Datei, was an einem gelben Raster mit den über die Platinenfläche verteilten Abtastpunkten erkennbar ist. Dann startet der Button „Scan“ (rechts oben) das Abtasten.
Nach Abnehmen der Krokodilklemme und sicherheitshalber einem Klick auf den Scan-Button mit magentafarbenem Rechteck, das den Kopf zum Test auf Kopfkollisionen testweise entlang der Ränder des zu fräsenden Platinenstücks bewegt, kann das Färsen per Klick auf den „Start“-Button im Reiter „Control“ endlich starten.
Ist das Isolationsfräsen abgeschlossen, ersetzt ein Bohrer nach manuellem Hochdrehen des Kopfs den Frässtichel. Die X/Y-Position muss dabei unverändert bleiben. Danach ist erneut der Z-Nullpunkt zu kalibrieren.
Da beim Bohren weniger Präzision in Z-Richtung gefragt ist, genügt es hier, den Kopf vorsichtig bis zum Platinenkontakt herunterzudrehen und seine Position mit dem „Z=0“-Button links im Bcnc-Fenster als neuen Z-Nullpunkt zu übernehmen.
Jetzt ist nur noch die Bohrdatei „drill.ngc“ zu öffnen und im Reiter „Editor“ ebenfalls horizontal zu spiegeln. „Start“ im Reiter „Control“ stößt den Bohrvorgang an. Nach dessen Abschluss ist die Platine bereit zur Bestückung. Eventuell ist noch der nicht gebrauchten Bereich der Platine mit einer Feinsäge abzuschneiden.